En kortfattad beskrivning av Vallonsmide

Den svenska stålframställningen är idag inriktad mot högteknolo-
giska specialstål. Vi framställer verktygsstål, rostfria stål, kullagerstål,
värmetåliga stål, stål för tillämpningar inom kärnkraft och medicin,
slitstarka stål, osv. I vårt land har vi producerat järn* och stål i cirka
2700 år. Redan i slutet av 1100-talet fanns en masugn i Lapphyttan
utanför Norberg, kanske världens första, där malm omvandlades till
tackjärn. För att sedan erhålla smidbart järn smältes tackjärnet
på nytt i en separat härd och bearbetades med släggor eller
smideshammare. Metallurgin(kemin) i järn- och stålframställning är
fortfarande densamma.
Med vallonerna fick vi vårt första specialstål.
1627 kom de första vallonerna till Österbybruk. Sedan Gustav Vasas tid fanns där redan flera smedjor som utnyttjade tunga hammare vld framställning av smidbart stål från tackjärn. Hur det gick till beskrivs nedan.
Efter att först ha rostats i en ”rostugn” förs järnmalmen över till en ”masugn” där den varvas med träkol och hettas upp så att den smälter. Det flytande järnet, ”råstålet”, tappas ut på en sandbädd. I sanden har man gjort rännor i vilka järnet flyter ut och formar långsmala ”göt” eller ”tackor”. Vallonerna kallade sådana göt för ”gösar”. Upphettningen i masugnen sker genom förbränning av träkol, och kolet avlägsnar dessutom syret i malmen (reducerar malmen) så att den överförs till tackjärn. Tyvärr kan man inte undvika att kol samtidigt löser in sig i järnet. Tackjärnet får en relativt hög kolhalt, ca 3,5 vikts%. Det blir sprött och olämpligt för smide. Metoden att sänka kolhalten i tackjärn kallas ”färskning”.
Färskning har fram till mitten av 1800-talet uteslutande skett genom upphettning och mekanisk behandling i en härd som i vallonerna benämnde ”smältarhärd”, Som avslutning tas smältan ut och slås ihop med en tung ham-mare. Hela den här processen kallas allmänt för ”härdfärskning” eller ”slaggfärskning”. I smältarhärden skall alltid finnas en viss mängd slagg, och det är kemiska reaktioner mellan kolet i tackjärnet och syret i slaggen som svarar för den mesta kolreduktionen. Smidbart järn håller bara 0,1–0,3 vikts% kol.
För att få tillräckligt hög temperatur i en masugn eller härd för att smälta malm eller tackjärn måste man blåsa in luft i kolbädden, ”blästra”, vilket på vallontiden gjordes med vattenhjulsdrivna träbälgar. Vattenkraft utnyttjades alltså inte bara till att driva smedjornas tunga hammare. De användes även inom helt andra områden till exempel för för drift av kvarnar, sågar och tröskverk.
Det är framförallt i samband med härdfärskningen som vallonsmedens skicklighet kom till sin fulla rätt. För att underlätta och kontrollera de kemiska reaktionerna i smältarhärden bearbetade, ”bröt”, smeden smältan med ett järnspett. I takt med att kolhalten i järnet sjunker så ökar dess smältpunkt. Smältpunkten för tackjärn är ca 1300°C medan den för smidbart lågkolhaltigt järn är ca 1500°C. Med sjunkande kolhalt blir det smälta järnet i härden alltmer trögflytande. Smeden känner av detta med sitt spett, och när han (det fanns bara manliga smeder bland vallonerna) finner det lämpligt för han över ”smältstycket” från härden till en hammare för ”hopslagning”.
Redan i masugnen har man tillfört mineral som förenar sig kemiskt med eventuella oönskade ämnen (föroreningar) och bildar slagg i form av inneslutningar i tackjärnet. Med lämpliga tillsatser får slaggen en lägre smälttemperatur än stålet. När stålet (smältstycket) sedan tas ut ur smältarhärden är slaggen utanpå och inuti stålet fortfarande flytande medan stålet är halvfast. Slår man nu på smältstycket med en tung hammare pressas den flytande slaggen ut. För att minimera slagghalten i stålet lät smeden värma smältstyckena och slå på dem i flera omgångar. Slagger i järn och stål försämrar de mekaniska egenskaperna, de blir spröda.
När den gamla vallonsmedjan i Österbybruk var i full gång framställdes i smältarhärden ungefär tre smältstycken, ”luppar”, i timmen. De vägde bara cirka 25 kg styck och kunde lätt föras över till ”räckarhärden”. Där värmdes de till smidestemperatur, ca 950°C, och smiddes, ”räcktes”, ut till rakan stänger under ”räckhammaren”. Sådana järnstänger utgjorde slutprodukten vid de flesta vallonbruk, och såldes till verkstäder för tillverkning av verktyg såsom knivar, saxar, tänger och andra redskap. Gustav Vasa införde stångsmidet i mitten av 1500-talet och efter 1604 var allt exportjärn i stångform. När vi har våra Smedjan-Går-demonstrationer i Vallonsmedjan visar vi räckarsmide, dvs hur man smider ut en stång.
Med den gamla härdfärskningstekniknen var sammansättningen på järnmalmen synnerligen viktig för slut-resultatet. Det slumpar sig så att järnmalmen från Dannemora gruvor, där alla vallonbruk tog sin råvara, alltid hållit förhållandevis låga halter av de skadliga ämnena svavel och fosfor. Dessutom är manganhalten relativt hög, kring 5 vikts%. Mangan inaktiverar eventuell förekomst av svavel i stål genom att bilda ”ofarlig” mangansulfid. Stålet blir segt. Samtidigt höjer mangan härdbarheten och hårdheten hos härdat stål. Dannemoramalmens goda egen-skaper i kombination med vallonsmedernas skicklighet är förklaringen till Vallonstålets överlägsna kvalitet jämfört med allt annat stål framställt med härdfärskning. Vallonstålet kom att vinna världsrykte och betraktades under cirka 300 år som det bästa stål som fanns. Det betingade också ett pris som kunde vara upp till tre gånger så högt som det man betalade för det bästa stålet framställt med andra metoder..
Principiellt skiljer sig inte vallonsmidet nämnvärt från det gamla ”tysksmidet” som användes i Sverige från mitten av 1500-talet fram till ungefär 1850. Tysksmidet var hela tiden ca 10 gånger vanligare i Sverige än vallonsmidet, det vill säga ca 90% av allt stål som producerades i Sverige under vallontiden kom från tysksmedjor. Från 1830-talet och framåt övergick flera uppländska vallonbruk till ”Lancashiresmide”, en mer energisnål härdfärskningsteknik där uppvärmningen skedde i slutna ugnar i stället för, som i vallon- eller tysksmidet, i öppna härdar. Införandet av Lancashiresmide kan jämföras med att gå över från öppen spis till kakelugn. I till exempel Karlholm och Strömsberg finns lämningar från vallonsmidet kvar tillsammans med bevarad utrustning för Lancashiresmide.
I Österbybruk fanns en gång i tiden tre vallonsmedjor, ”Opphammar’n”, ”Herrgårdshammar’n” och ”Neder-hammar’n”. Den gamla smedja vi har kvar är den gamla Herrgårdshammaren. Den är antagligen från början av 1640-talet, men vissa delar kan vara ännu äldre. Den har byggts om i flera omgångar, men på 1790-talet fick den det utseende den har idag. De vattendrivna träbälgarna i vallonsmedjan ersattes 1837 med en mekanisk luftpump, en så kallad ”blåsmaskin”, som drevs med ett eget vattenhjul. Den fungerar helt enkelt efter samma princip som en cykelpump i jätteformat. 1860 körde vi igång Ånghammarsmedjan i Österby med ångdrivna skafthammare och kort därefter upphörde smidet i Övre och Nerdre hamrarna men Herrgårdssmedjan var i drift fram till 1906.
Masugnsprocessen används än idag för framställning av tackjärn, men numera tillämpas inte härdfärskning längre vid industriell stålframställning. Efter 1858 ersatte vi i Sverige successivt ”smidesmetallurgin” med Bessemermetoden. Vi övergick då till ”smältmetallurgi” där tackjärnet enkelt smälts i en av tippbar ugn, en ”konverter”. I konvertern kan exempelvis överskott på kol samt vissa föroreningar reduceras respektive oskadliggöras genom att man blåser syrgas genom smältan. Det så kallade götstålets sammansättning kan också lätt justeras genom tillsats av legeringsmetaller direkt i smältan. Sammansättningen (kvalitén) på järnmalmen blev nu inte längre lika viktig som den var på vallontiden.
Först i Sverige med att införa Bessemermetoden var man 1858 vid Edsken utanför Hofors i Gästrikland. Ganska snart flyttade verksamheten ned till Sandviken, och redan mot slutet av 1860-talet hade flera stora järnverk i Sverige övergått till Bessemermetoden. Återanvändning av metaller har också blivit allt viktigare och numera baserar många svenska stålverk sin stålproduktion enbart på järnskrot, till exempel Erasteel i Söderfors eller Österby Gjuteri i Österbybruk,
I Österbybruk byggde man 1859, och invigde 1860, en ny vallonsmedja där blåsmaskin och hammare drevs av en ångmaskin i stället för vattenhjul. Den nya smedjan fick naturligtvis heta Ånghammar’n. Där fortsatte men att bedriva vallonsmide fram till 1943. I Ånghammaren installerades 1918 även utrustning för Lancashiresmide, men den kom bara att utnyttjas sporadiskt. Långt in på 1900-talet fick den gamla vallonsmedjan fungera som en reserv eller som komplement till Ånghammaren. Det är säkert en av anledningarna till att vi i Österby inte rev vår vallonsmedja så som man gjorde vid de flesta andra Svenska vallonbruk. I Österbybruk har vi därför världens enda komplett bevarade och fungerande Vallonsmedja. Ånghammaren används i dag bara som utställningslokal. All gammal smidesutrustning är tyvärr borta sedan länge.
En stor del av det vallonstål som framställdes i Österbybruk såldes till verkstäder i England, framförallt till sådana i Sheffield. Så sent som 1950 skickade Sune Rydåker vid dåvarande Fagersta Bruks AB i Österbybruk på förfrågan den sista sändningen vallonstål till Sheffield, efter att han hittat ett antal vallonstänger på Brukets skrotgård.
Vallonsmidet fortsatte i Strömbacka i Hälsingland fram till 1947. I och med att Lancashiresmidet i Ramnäs upphör-de 1964 avslutades all industriell härdfärskning i Sverige.
Tack vare generösa anslag från Sparbanksstiftelsen Upland och Länsstyrelsen i Uppsala län har den gamla vallonsmedjan i Österbybruk kunnat återställas i körbart skick. Renoveringen pågick 2004–2006. Under sommarmånaderna demonstrerar vi Idag vallonsmide regelbundet, se under fliken Vallonsmedjan för aktuella dagar och tider. Vi kör två vattenhjul, ett driver hammaren och ett blåsmaskinen. I räckarhärden värmer vi stålstänger som SSAB i Oxelösund har skänkt oss, och under den tunga vatthammar’n demonstrerar vi räcksmide genom att slå på glödande järn.
-
*Vad är det för skillnad mellan järn och stål? Benämningen järn borde idag bara användas för absolut rent järn. Allt järn sorn innehåller legeringsämnen typ kol, mangan, krom. kallas stål. ”Rent järn kan man bara köpa på apotek”. Men de flesta konst- och klensmeder säger fortfarande järn när de pratar om sitt smidesmaterial. För dem heter det stål bara om det är härdbart.
Välkommen till Österbybruk när vi demonstrerar vallonsmedjan.
Uppsala 2021 10 31 / Sture Hogmark
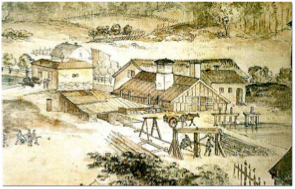
Vallonsmedjan och masugnen (tv) i Österbybruk
vid slutet av 1700-talet. Målning av Elias Martin